
ਉਤਪਾਦ ਐਪਲੀਕੇਸ਼ਨ
LG-40/LG-63/LG-80/LG100 ਬਿਲਟ-ਇਨ ਏਅਰ ਪੰਪ ਟਾਈਪ ਇਨਵਰਟਰ ਏਅਰ ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਮੋਬਾਈਲ ਓਪਰੇਸ਼ਨ, ਬਾਹਰੀ ਸਥਾਪਨਾ ਅਤੇ ਤੰਗ ਥਾਂ ਅਤੇ ਹੋਰ ਉਪਭੋਗਤਾਵਾਂ ਲਈ ਨਵੇਂ ਉਤਪਾਦ ਵਿਕਸਿਤ ਕਰਨ ਲਈ ਵਿਸ਼ੇਸ਼ ਹੈ। ਅਸਲ ਪਲਾਜ਼ਮਾ ਆਰਕ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬਦਲਿਆ ਗਿਆ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੋਂ ਦੇ ਮੋਡ ਨਾਲ ਏਅਰ ਕੰਪ੍ਰੈਸਰ ਨੂੰ ਕੌਂਫਿਗਰ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ. ਵਿਦੇਸ਼ੀ ਸਪੈਸ਼ਲ ਪਾਵਰ ਡਿਵਾਈਸਾਂ ਅਤੇ ਨਵੀਨਤਮ ਇਨਵਰਟਰ ਕੰਟਰੋਲ IC ਵਿਕਾਸ ਅਤੇ ਉੱਚ-ਤਕਨੀਕੀ ਉਤਪਾਦਾਂ ਦੇ ਉਤਪਾਦਨ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਇਹ ਨਾ ਸਿਰਫ ਕੱਟਣ ਦੀ ਮੋਟਾਈ, ਸਲਿਟ ਫਿਨਿਸ਼, ਚਾਪ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਆਸਾਨ, ਰਵਾਇਤੀ ਉਤਪਾਦਾਂ ਅਤੇ ਹੋਰ ਇਨਵਰਟਰ ਕੱਟਣ ਤੋਂ ਬਹੁਤ ਅੱਗੇ ਮੌਜੂਦਾ ਨਿਰੰਤਰ ਵਿਵਸਥਿਤ ਕੱਟਣਾ. ਮਸ਼ੀਨ
1. IGBT ਸਾਫਟ ਸਵਿੱਚ ਇਨਵਰਟਰ ਟੈਕਨਾਲੋਜੀ, ਛੋਟੀ ਵੌਲਯੂਮ, ਹਲਕਾ ਵਜ਼ਨ, ਮੂਵ ਕਰਨ ਲਈ ਆਸਾਨ, ਪ੍ਰਸ਼ੰਸਕ ਬੁੱਧੀਮਾਨ ਨਿਯੰਤਰਣ, ਊਰਜਾ ਦੀ ਬਚਤ ਨੂੰ ਅਪਣਾਓ।
2. ਉੱਚ ਲੋਡ ਦੀ ਮਿਆਦ, ਇਹ ਇੱਕ ਕੁਸ਼ਲ ਉਪਕਰਣ ਹੈ
3. ਸਹੀ ਪ੍ਰੀ-ਸੈੱਟ ਕੱਟਣ ਵਾਲੇ ਵਰਤਮਾਨ ਦਾ ਕੰਮ
4. ਸਥਿਰ ਚਾਪ ਦਬਾਅ, ਤੇਜ਼ ਕੱਟਣ ਦੀ ਗਤੀ, ਨਿਰਵਿਘਨ ਕੱਟਣ ਵਾਲੀ ਸਤਹ ਅਤੇ ਛੋਟੀ ਵਿਕਾਰ
5. ਕੱਟਣ ਵਾਲਾ ਕਰੰਟ ਹੌਲੀ-ਹੌਲੀ ਵਧਦਾ ਹੈ, ਗੈਸ ਦੇਰੀ ਸਟਾਪ ਫੰਕਸ਼ਨ, ਕੱਟਣ ਵਾਲੀ ਟਾਰਚ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਸੁਰੱਖਿਅਤ ਕਰ ਸਕਦਾ ਹੈ
6. ਵਿਲੱਖਣ ਉੱਚ-ਵਾਰਵਾਰਤਾ ਚਾਪ ਸ਼ੁਰੂ ਕਰਨ ਦਾ ਤਰੀਕਾ ਸੀਐਨਸੀ ਸਿਸਟਮ ਵਿੱਚ ਦਖਲਅੰਦਾਜ਼ੀ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ।
8. ਸੀਐਨਸੀ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ, ਰੋਬੋਟ ਮੈਚਿੰਗ ਲਈ ਉਚਿਤ, ਸੀਐਨਸੀ ਗੈਂਟਰੀ ਫਰੇਮ ਤੇ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ

ਲਾਭ
ਪੋਰਟੇਬਲ, ਊਰਜਾ-ਬਚਤ, ਘੱਟ ਸ਼ੋਰ, ਬਿਲਟ-ਇਨ ਕੰਪ੍ਰੈਸਰ ਰੱਖ-ਰਖਾਅ-ਮੁਕਤ, ਅਤੇ ਤਿੰਨ ਪੜਾਅ ਗੁੰਮ ਪੜਾਅ ਅਤੇ ਤਿੰਨ ਪੜਾਅ ਫਾਲਟ ਪੜਾਅ ਆਟੋਮੈਟਿਕ ਸੁਰੱਖਿਆ ਫੰਕਸ਼ਨ, ਉੱਚ ਭਰੋਸੇਯੋਗਤਾ ਦੇ ਨਾਲ. ਇਹ ਸਿਰਫ ਤਿੰਨ ਪੜਾਅ 380V ਪਾਵਰ ਸਪਲਾਈ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ ਕੰਮ ਕਰ ਸਕਦਾ ਹੈ, ਕੱਟਣ ਦੀ ਲਾਗਤ ਘੱਟ ਹੈ, ਸਟੇਨਲੈਸ ਸਟੀਲ, ਤਾਂਬਾ, ਅਲਮੀਨੀਅਮ, ਟਾਈਟੇਨੀਅਮ, ਕਾਸਟ ਸਟੀਲ, ਐਲੋਏ ਸਟੀਲ, ਕਾਰਬਨ ਸਟੀਲ, ਕੰਪੋਜ਼ਿਟ ਮੈਟਲ ਅਤੇ ਹੋਰ ਸਾਰੀਆਂ ਮੈਟਲ ਸਮੱਗਰੀਆਂ ਨੂੰ ਕੱਟ ਸਕਦਾ ਹੈ। ਕੱਟ-40/63/80/100 ਵੈਲਡਿੰਗ ਰਾਡਾਂ ਦੇ ਨਾਲ ਮੈਨੂਅਲ ਵੈਲਡਿੰਗ ਦੇ ਫੰਕਸ਼ਨ ਨੂੰ ਵੀ ਜੋੜਦਾ ਹੈ, ਜਿਸਦੀ ਵਰਤੋਂ ਇੱਕ ਮਸ਼ੀਨ ਵਿੱਚ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।


ਤਕਨੀਕੀ ਡਾਟਾ:
| ਮਾਡਲ | LG-63Z | LG-100Z | CUT-63 | CUT-100 |
| ਵੋਲਟੇਜ | 380V±10% | 380V±10% | 380V±10% | 380V±10% |
| ਰੇਟ ਕੀਤਾ ਇਨਪੁਟ ਵਰਤਮਾਨ | 12.5 ਏ | 21 ਏ | 12.5 ਏ | 21 ਏ |
| ਰੇਟ ਕੀਤਾ ਆਉਟਪੁੱਟ ਮੌਜੂਦਾ | 63 ਏ | 100 ਏ | 63A/280A | 100A/350A |
| ਮੌਜੂਦਾ ਸਮਾਯੋਜਨ ਰੇਂਜ ਨੂੰ ਕੱਟਣਾ | 20-63 ਏ | 20-100 ਏ | 20-63 ਏ | 20-100 ਏ |
| ਕੱਟਣ ਦਾ ਦਰਜਾ ਨੋ-ਲੋਡ ਵੋਲਟੇਜ | 300V | 330 ਵੀ | / | / |
| ਰੇਟ ਕੀਤੀ ਲੋਡ ਮਿਆਦ | 0.6 | 0.6 | 0.6 | 0.6 |
| ਕੰਮ ਕਰਨ ਦਾ ਤਰੀਕਾ | ਅਣ-ਛੋਹਿਆ ਹੋਇਆ | ਅਣ-ਛੋਹਿਆ ਹੋਇਆ | ਅਣ-ਛੋਹਿਆ ਹੋਇਆ | ਅਣ-ਛੋਹਿਆ ਹੋਇਆ |
| ਹਵਾ ਦਾ ਦਬਾਅ | 0.3--0.6Mpa | 0.3-0.6 ਐਮਪੀਏ | 0.3-0.6 ਐਮਪੀਏ | 0.3-0.6 ਐਮਪੀਏ |
| ਸਰਵੋਤਮ ਕੱਟਣ ਦੀ ਮੋਟਾਈ | ≤20mm | ≤32mm | ≤20mm | ≤32mm |
| ਗੈਸ ਲੈਗ ਟਾਈਮ | 6 ਐੱਸ | 6 ਐੱਸ | 6 ਐੱਸ | 6 ਐੱਸ |
| ਭਾਰ | 38 ਕਿਲੋਗ੍ਰਾਮ | 45 ਕਿਲੋਗ੍ਰਾਮ | 45 ਕਿਲੋਗ੍ਰਾਮ | 50 ਕਿਲੋਗ੍ਰਾਮ |
| ਮਾਪ | 530*335*510mm | 630*335*560mm | 630*335*560mm | 700*335*560mm |
ਓਪਰੇਸ਼ਨ ਵਿਧੀ:
1. ਇਨਪੁਟ ਕੇਬਲ ਨੂੰ ਤਿੰਨ-ਪੜਾਅ 380V ਪਾਵਰ ਸਪਲਾਈ ਨਾਲ ਕਨੈਕਟ ਕਰੋ, ਅਤੇ ਧਿਆਨ ਦਿਓ ਕਿ ਇੰਪੁੱਟ ਕੇਬਲ ਨੂੰ ਜੋੜਨ ਵਾਲੀ ਪਾਵਰ ਲਾਈਨ ਦਾ ਭਾਗ 2.5 ਵਰਗ ਮਿਲੀਮੀਟਰ ਤੋਂ ਵੱਧ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
2. ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਪਾਵਰ ਸਵਿੱਚ ਨੂੰ ਬੰਦ ਕਰੋ, ਪਾਵਰ ਇੰਡੀਕੇਟਰ ਚਾਲੂ ਹੈ, ਅਤੇ ਕੂਲਿੰਗ ਪੱਖਾ ਕੰਮ ਕਰਦਾ ਹੈ; ਫੰਕਸ਼ਨ ਸਵਿੱਚ ਨੂੰ "ਗੈਸ ਖੋਜ" ਦੀ ਸਥਿਤੀ 'ਤੇ ਸੈੱਟ ਕਰੋ, ਬਿਲਟ-ਇਨ ਏਅਰ ਪੰਪ ਸ਼ੁਰੂ ਹੋ ਜਾਵੇਗਾ, ਅਤੇ ਕੱਟਣ ਵਾਲੀ ਟਾਰਚ 'ਤੇ ਹਵਾ ਕੱਢਣਾ ਚਾਹੀਦਾ ਹੈ। ਜੇਕਰ ਏਅਰ ਪੰਪ ਸਫਲਤਾਪੂਰਵਕ ਚਾਲੂ ਨਹੀਂ ਹੋਇਆ ਹੈ, ਤਾਂ ਇਹ ਹੋ ਸਕਦਾ ਹੈ ਕਿ ਪਾਵਰ ਇੰਪੁੱਟ ਦਾ ਪੜਾਅ ਗਲਤ ਜੁੜਿਆ ਹੋਇਆ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਲਾਈਵ ਤਾਰ ਦੀਆਂ ਕਿਸੇ ਵੀ ਦੋ ਸਥਿਤੀਆਂ ਨੂੰ ਬਦਲੋ, ਜਾਂ ਇਹ ਤਿੰਨ-ਪੜਾਅ ਦਾ ਗੁੰਮ ਪੜਾਅ ਹੋ ਸਕਦਾ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਜਾਂਚ ਕਰੋ ਕਿ ਕੀ ਪਾਵਰ ਇੰਪੁੱਟ ਗੁੰਮ ਪੜਾਅ ਹੈ;
3. ਫੰਕਸ਼ਨ ਸਵਿੱਚ ਨੂੰ "ਕੱਟਣ" ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖੋ, ਕੱਟਣ ਵਾਲੀ ਟਾਰਚ ਹੈਂਡਲ ਦੇ ਸਵਿੱਚ ਨੂੰ ਦਬਾਓ, ਅਤੇ ਕੱਟਣ ਵਾਲੀ ਟਾਰਚ ਬਰਾਬਰ ਨਯੂਮੈਟਿਕ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
4, ਕੱਟਣ ਵਾਲੀ ਵਰਕਪੀਸ ਮੋਟਾਈ ਅਤੇ ਸਮੱਗਰੀ ਦੇ ਅਨੁਸਾਰ, ਉਚਿਤ ਮੌਜੂਦਾ ਅਤੇ ਕੱਟਣ ਦੀ ਗਤੀ ਦੀ ਚੋਣ ਕਰੋ.
5. ਕੱਟਣਾ:
P80 ਗੈਰ-ਸੰਪਰਕ ਕੱਟਣ ਵਾਲੀ ਬੰਦੂਕ ਨਾਲ, ਕਟਿੰਗ ਟਾਰਚ ਨੂੰ ਸ਼ੁਰੂਆਤੀ ਸਥਿਤੀ 'ਤੇ ਰੱਖੋ, ਕਟਿੰਗ ਵਰਕਪੀਸ 'ਤੇ ਨੋਜ਼ਲ ਨੂੰ ਨਿਸ਼ਾਨਾ ਬਣਾਓ, ਕਟਿੰਗ ਟਾਰਚ ਨੂੰ 15 ਡਿਗਰੀ ਅੱਗੇ ਝੁਕਾਓ, ਅਤੇ ਕੱਟਣ ਵਾਲੀ ਟਾਰਚ ਹੈਂਡਲ ਸਵਿੱਚ ਨੂੰ ਦਬਾਓ। ਵਰਕਪੀਸ ਦੇ ਅੰਦਰ ਜਾਣ ਤੋਂ ਬਾਅਦ, ਕੱਟਣ ਵਾਲੀ ਟਾਰਚ ਨੂੰ ਹਿਲਾਉਣਾ ਸ਼ੁਰੂ ਕਰੋ; ਕੱਟਣ ਤੋਂ ਬਾਅਦ, ਹੈਂਡਲ ਸਵਿੱਚ ਨੂੰ ਛੱਡ ਦਿਓ।
6. ਵੈਲਡਿੰਗ: ਫੰਕਸ਼ਨ ਸਵਿੱਚ ਨੂੰ "ਮੈਨੂਅਲ ਆਰਕ ਵੈਲਡਿੰਗ" ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖੋ, ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਵਾਲੀ ਬੰਦੂਕ ਨੂੰ ਹਟਾਓ, "ਵੈਲਡਿੰਗ ਹੈਂਡਲ ਤਾਰ" ਦੇ ਸਾਕਟ ਵਿੱਚ ਵੈਲਡਿੰਗ ਹੈਂਡਲ ਦਾ ਤੇਜ਼ ਕੁਨੈਕਸ਼ਨ ਪਾਓ, ਉਚਿਤ ਕਰੰਟ ਨੂੰ ਅਨੁਕੂਲ ਕਰੋ ਅਤੇ ਵੈਲਡਿੰਗ ਸ਼ੁਰੂ ਕਰੋ।




ਸੰਬੰਧਿਤ ਉਤਪਾਦ
 ਪਲਾਜ਼ਮਾ ਪਾਵਰ ਸੋਰਸ ਮਿਸਨਕੋ ਬ੍ਰਾਂਡ
ਪਲਾਜ਼ਮਾ ਪਾਵਰ ਸੋਰਸ ਮਿਸਨਕੋ ਬ੍ਰਾਂਡ ਪਲਾਜ਼ਮਾ ਪਾਵਰ ਸਰੋਤ ਹੁਆਯੂਆਨ ਬ੍ਰਾਂਡ
ਪਲਾਜ਼ਮਾ ਪਾਵਰ ਸਰੋਤ ਹੁਆਯੂਆਨ ਬ੍ਰਾਂਡ ਵਿਦੇਸ਼ੀ ਸੇਵਾ ਮਿੰਨੀ ਸੀ ਐਨ ਸੀ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਫਿਲਪੀਨਜ਼
ਵਿਦੇਸ਼ੀ ਸੇਵਾ ਮਿੰਨੀ ਸੀ ਐਨ ਸੀ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਫਿਲਪੀਨਜ਼ 500W 700W 1000W ਸੀਐਨਸੀ ਸ਼ੀਟ ਮੈਟਲ ਫਾਈਬਰ ਲੇਜ਼ਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
500W 700W 1000W ਸੀਐਨਸੀ ਸ਼ੀਟ ਮੈਟਲ ਫਾਈਬਰ ਲੇਜ਼ਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਸਟੀਲ ਪਲੇਟ ਅਤੇ ਪਾਈਪ ਲਈ 500W 1000W 2000W ਫਾਈਬਰ ਲੇਜ਼ਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਸਟੀਲ ਪਲੇਟ ਅਤੇ ਪਾਈਪ ਲਈ 500W 1000W 2000W ਫਾਈਬਰ ਲੇਜ਼ਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ 1325 ਸ਼ੀਟ ਮੈਟਲ ਪਲੇਟ ਸੀ ਐਨ ਸੀ ਪਲਾਜ਼ਮਾ ਕਟਰ
1325 ਸ਼ੀਟ ਮੈਟਲ ਪਲੇਟ ਸੀ ਐਨ ਸੀ ਪਲਾਜ਼ਮਾ ਕਟਰ ਸੀ ਐਨ ਸੀ ਰਾterਟਰ ਮੈਟਲ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਸੀ ਐਨ ਸੀ ਰਾterਟਰ ਮੈਟਲ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ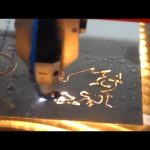 1325 ਸਟੀਲ ਪੋਰਟੇਬਲ ਪਲਾਜ਼ਮਾ ਸੀ ਐਨ ਸੀ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
1325 ਸਟੀਲ ਪੋਰਟੇਬਲ ਪਲਾਜ਼ਮਾ ਸੀ ਐਨ ਸੀ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਪੋਰਟੇਬਲ ਸੀ ਐਨ ਸੀ ਲਾਟ ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਪੋਰਟੇਬਲ ਸੀ ਐਨ ਸੀ ਲਾਟ ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਘੱਟ ਕੀਮਤ ਵਾਲੀ ਸੀ ਐਨ ਸੀ ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਲੋਹੇ ਦੀ ਰਾਡ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਚੱਕਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
ਘੱਟ ਕੀਮਤ ਵਾਲੀ ਸੀ ਐਨ ਸੀ ਪਲਾਜ਼ਮਾ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਲੋਹੇ ਦੀ ਰਾਡ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ ਦੇ ਚੱਕਰ ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ